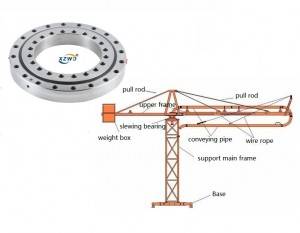
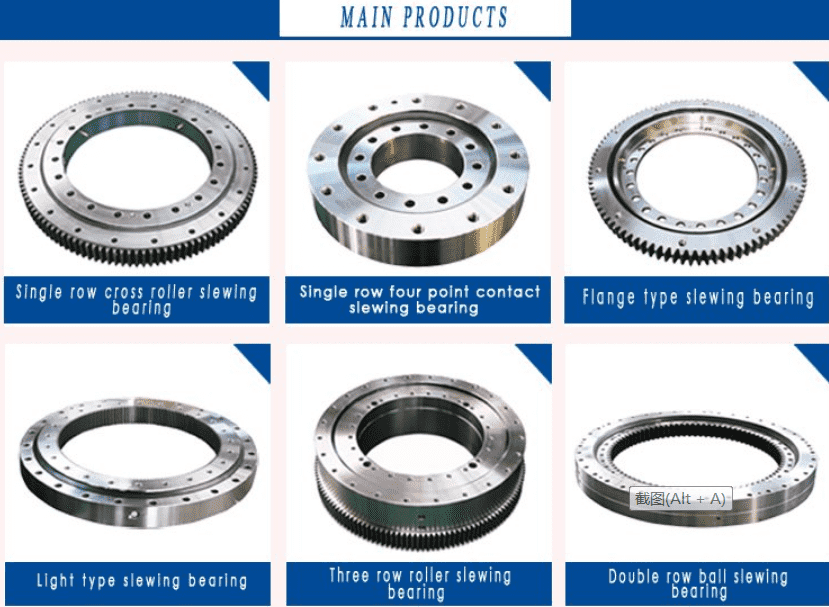
4 կետանոց անկյունային կոնտակտային գնդիկավոր պտտվող սեղանի պտտվող օղակ





Այնպտտվող առանցքակալարդյունաբերությունը կապիտալ ինտենսիվ և տեխնոլոգիական ինտենսիվ արդյունաբերություն է:Տարիների զարգացումից հետո Սյուչժոունպտտվող առանցքակալարդյունաբերությունն ի սկզբանե սահմանել է համեմատաբար կատարյալ արդյունաբերության չափանիշներ:Հետազոտությունը և
Շարժիչ կրող ընկերությունների զարգացման հնարավորությունները զգալիորեն բարելավվել են, բայց զարգացած երկրների հետ համեմատած, նրանք զարգացնում և արտադրում են տեխնոլոգիաների մշակում, տեխնոլոգիական սարքավորումներ և փորձարկման գործիքներ:Կան
դեռևս որոշ բացեր կան նման առումներով։
Բարձրակարգ շուկայում իր մասնաբաժինն ընդլայնելու համար Xuzhou-ի համեմատաբար ուժեղ պտտվող առանցքակալների արտադրողները կապիտալ և տեխնիկական հզորությամբ շարունակաբար մեծացնում են իրենց ներդրումները R&D-ում:Օրինակ, SlewingRing-ը մշակում է արդյունաբերության ստանդարտները 2011 թվականից: Ավելի խիստ կորպորատիվ ներքին ստանդարտներ՝ ապահովելու, որ պտտվող առանցքակալների երկրաչափությունը հետագայում բարելավվի.կարծրացած շերտի խորությունը մեծանում է.պտտվող օղակի ծառայության ժամկետը մեծանում է.ուժեղացված է հակակոռուպցիոն նյութերի հետազոտությունն ու մշակումը.և խթանվում է պտտվող օղակի կիրառումը.Սարքավորումների մշակում, համակարգչային մոդելավորման տեխնոլոգիայի կիրառում
պտտվող օղակի կրող հզորության արդյունավետ վավերացում, արտադրանքի կառուցվածքը օպտիմալացման դիզայնի չափի մեջ:Միևնույն ժամանակ, Xuzhou-ի պտտվող առանցքակալների շատ ձեռնարկություններ նույնպես սկսեցին ուշադրություն դարձնել պտտվող օղակի հիմնական տեխնոլոգիայի և հարակից տեխնոլոգիաների հետազոտմանը և կիրառմանը:
Պետք է ասել, որ վերջին տարիներին xuzhou slewing առանցքակալը արագ զարգացել է, և slewing առանցքակալների որակը բարձր է:Միևնույն ժամանակ, ընկերության գործառնական կարողությունների և արտադրական արդյունավետության շարունակական բարելավման հետ միասին, Xuzhou slewing առանցքակալները միշտ պահպանել են մրցակցային առավելությունը ներքին շուկայում ներքին շուկայում:
Շատ օգտատերեր բավականաչափ չգիտեին պտտվող օղակի տեղադրման մասին, ինչը հաճախ հանգեցնում է պտտվող օղակի ոչ պատշաճ աշխատանքի՝ տեղադրման սխալների կամ անճշտությունների պատճառով, ինչպիսիք են անճկուն պտույտը, աննորմալ ձայնը և այլն, որն այսօր ղեկավարում է «Իմացեք, թե ինչպես տեղադրել պտտվող օղակները»: և պտտվող առանցքակալներ, որպեսզի բոլորը կարողանան նվազեցնել պտտվող օղակների տեղադրման հետ կապված խնդիրները և սխալները:

Նախ, նախքան պտտվող օղակը տեղադրելը, անհրաժեշտ է ստուգել հիմնական մեքենայի մոնտաժային մակերեսը:Պահանջվում է, որ աջակցող անդամը ունենա բավարար ամրություն, միացնող մակերեսը պետք է մշակված լինի, իսկ մակերեսը լինի հարթ և զերծ բեկորներից և փորվածքներից:Նրանց համար, ովքեր չեն կարող մշակվել պահանջվող հարթության հասնելու համար, ներարկման բարձր ուժով հատուկ պլաստիկները կարող են օգտագործվել որպես լցոնիչներ՝ ամրացման հարթության ճշգրտությունն ապահովելու և թրթռումը նվազեցնելու համար:Շարժվող առանցքակալի պտտվող օղակն ունի կարծրացած փափուկ գոտի, որը նշագծված է S-ով լաստանավի ծայրամասային երեսին:Տեղադրելիս ճկուն ժապավենը պետք է տեղադրվի ոչ բեռնվածության գոտում կամ ոչ
կրկնվող գոտի (խրոցակի անցքը միշտ գտնվում է փափուկ գոտում):
Երկրորդ, պտտվող օղակ տեղադրելիս նախ պետք է կատարել ճառագայթային դիրքավորում, խաչաձև սեղմել մոնտաժային պտուտակները և ստուգել առանցքակալի պտույտը:Առանցքակալների սահուն փոխանցումն ապահովելու համար հանդերձանքները պետք է ստուգվեն նախքան մոնտաժային պտուտակները սեղմելը:Հեղույսը սեղմելիս պետք է լինի բավականաչափ նախահաստատող ուժ, իսկ նախահաստոցային ուժը պետք է լինի պտուտակային նյութի թողունակության սահմանի 70%-ը:Մոնտաժային պտուտակները պետք է հագեցած լինեն հարթ լվացքի մեքենաներով:Արգելվում է օգտագործել զսպանակային լվացքի մեքենաներ։Պտտվող առանցքակալի տեղադրման ավարտից հետո այն հանձնվում է շահագործման։100 ժամ շարունակական աշխատանքից հետո անհրաժեշտ է ամբողջությամբ ստուգել, թե արդյոք մոնտաժային պտուտակի նախապես ձգվող ոլորող մոմենտը համապատասխանում է պահանջներին:Վերոնշյալ ստուգումը կրկնվում է անընդմեջ աշխատանքի 500 ժամը մեկ անգամ:
Երրորդ, պտտվող օղակը տեղադրվելուց հետո պետք է լցված լինի համապատասխան քանակությամբ քսուքով և պետք է լցված լինի կողային պտտվող առանցքակալներով, որպեսզի քսուքը հավասարաչափ բաշխվի:Որոշ ժամանակ աշխատելուց հետո պտտվող օղակըառանցքակալը անխուսափելիորեն կկորցնի քսուքի մի մասը:Հետևաբար, պտտվող օղակի առանցքակալը պետք է լիցքավորվի 50-ից 100 ժամը մեկ անգամ՝ նորմալ աշխատանքի դեպքում:Շարժիչ առանցքակալների համար, որոնք աշխատում են բարձր ջերմաստիճանի կամ փոշոտ միջավայրումպայմաններում, քսայուղի ավելացման ժամկետը պետք է համապատասխանաբար ավելի կարճ լինի:Երբ մեքենան պետք է անջատվի պահեստավորման համար, այն նաև պետք է լցվի բավարար քսուքով:

4. Փոխադրման ընթացքում տրանսպորտային միջոցների վրա պետք է տեղադրվեն առանցքակալներ։Պետք է միջոցներ ձեռնարկել սահումը կանխելու և թրթռումները կանխելու համար:Անհրաժեշտության դեպքում ավելացրեք օժանդակ հենարաններ:
5. Առանցքակալները պետք է հորիզոնական տեղադրվեն չոր, օդափոխվող և հարթ տեղամասում:Պահպանումը պետք է մեկուսացված լինի քիմիական նյութերից և այլ քայքայիչ նյութերից:Եթե առանցքակալների մի քանի շարք պետք է շարել և շարել, ապա երեք կամ ավելի հավասարբարձրությամբ փայտե միջատները պետք է միատեսակ տեղադրվեն յուրաքանչյուր հավաքածուի միջև շրջագծային ուղղությամբ, իսկ վերին և ստորին միջատները պետք է տեղադրվեն նույն դիրքում:Առանցքակալներ, որոնք պետք է շարունակեն պահել ժանգակայունությունից դուրսժամանակահատվածը պետք է մաքրվի և նորից ժանգոտվի:
1. Մեր արտադրության ստանդարտը համապատասխանում է մեքենայական ստանդարտին JB/T2300-2011, մենք նաև գտել ենք ISO 9001:2015 և GB/T19001-2008 որակի կառավարման արդյունավետ համակարգեր (QMS):
2. Մենք ինքներս մեզ նվիրում ենք հարմարեցված պտտվող առանցքակալների R&D-ին բարձր ճշգրտությամբ, հատուկ նշանակությամբ և պահանջներով:
3. Առատ հումքի և արտադրության բարձր արդյունավետության շնորհիվ ընկերությունը կարող է հնարավորինս արագ արտադրանք մատակարարել հաճախորդներին և կրճատել հաճախորդների համար ապրանքներին սպասելու ժամանակը:
4. Մեր ներքին որակի հսկողությունը ներառում է առաջին ստուգումը, փոխադարձ ստուգումը, գործընթացի որակի վերահսկումը և նմուշառման ստուգումը` արտադրանքի որակն ապահովելու համար:Ընկերությունն ունի ամբողջական փորձարկման սարքավորումներ և առաջադեմ փորձարկման մեթոդ:
5. Ուժեղ հետվաճառքի սպասարկման թիմ, ժամանակին լուծել հաճախորդների խնդիրները, հաճախորդներին մատուցել մի շարք ծառայություններ: